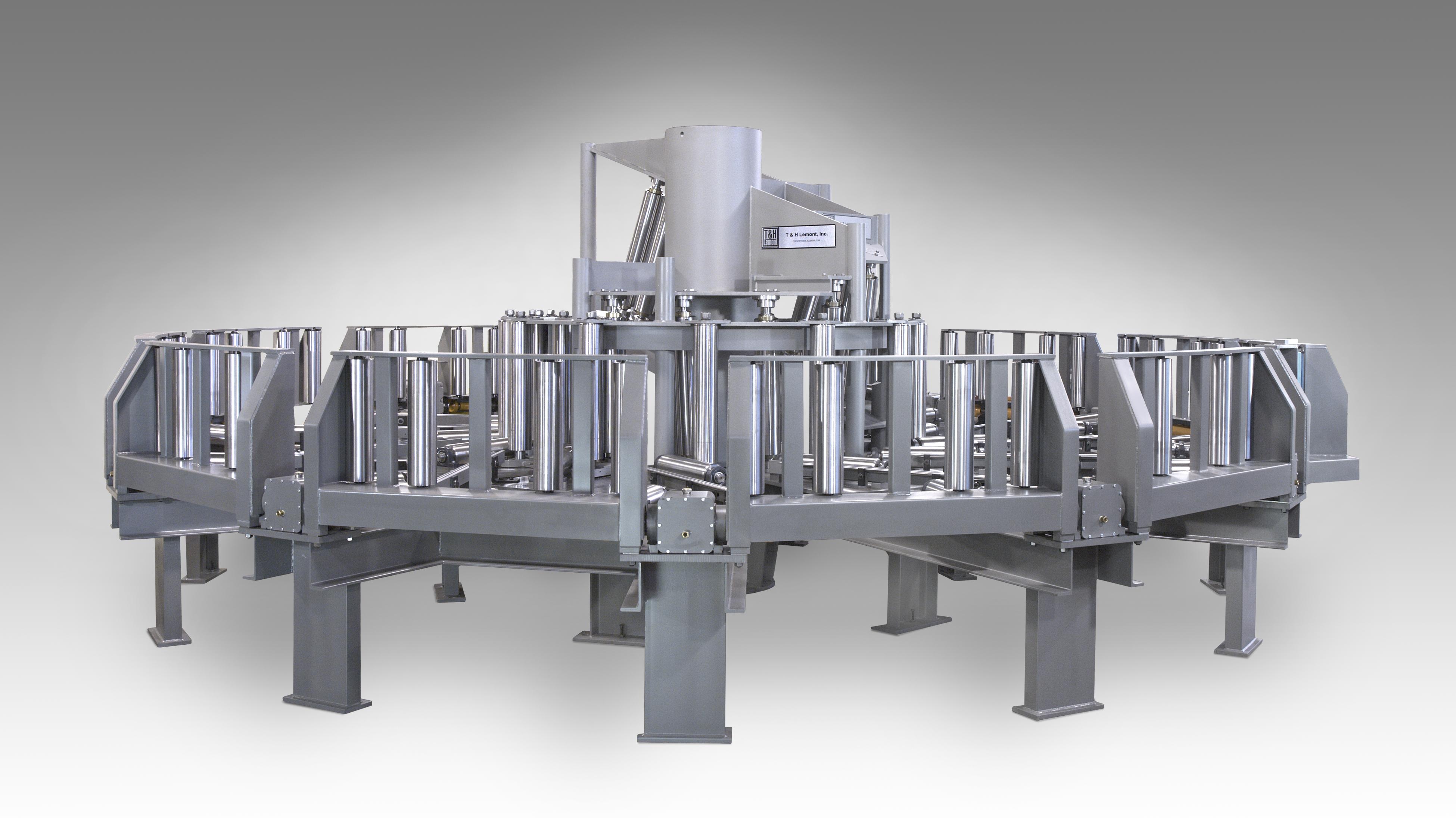
Horizontal Strip Accumulators

Autonomy and simplicity are critical at the starting gate to the mill. T&H Lemont puts these needs at the forefront of our innovation and construction of strip accumulators that translates into one important benefit — reliability. The integrated programmable controllers maintain the critical factors for strip processing and feed timing.
Maximum strip storage, combined with separate and unrelated fill/pull out speeds allow for the loading and end welding of new feed coils, independent of the mill. Strip feeds on the OD and pulls independently on the ID. The strip accumulator can fill at high speeds even if the mill is stopped and just as equally feed the mill continuously with no pause, should you experience a temporary delay in reload or end welding. Made with the most rugged environments in mind — T&H Lemont accumulators offer more than smooth operations for your operator, but a vacation from relentless repair and maintenance that shows up on your bottom line in a lowered cost of ownership almost immediately.
To be blunt, at the front of the line, the consistent and continuous operation of your mill depends on the opposite. You must have the flexibility to handle speed fluctuations and complete mill stops, without disrupting the pace and flow of forming, welding, cutting and bundling of the rest of your process.
No other strip accumulator gives you this smooth operational autonomy than that from T&H Lemont. We sought out the best technology possible to yield the most important benefit for this equipment.
An integrated programmable controller determines the strip processing and feed timing, not the operator. And the simplicity of operation is built into every element of our design.
Maximum strip storage along with separate fill/pull speed controls allows for loading and splicing of new coils independent of the speed and timing of the line, even continuing to load at a rapid pace while the rest of the mill is stopped.
The delicate flexibilities of our strip accumulators do not surrender precision over time. Ours are built with the most rugged of mill environments in mind, and their performance on the day you install them is assured for many years to come. Ease of maintenance and repair is an additional relief for more than just the operator, but for maintenance all the way up to the boardroom and to those that watch the bottom line – T&H Lemont strip accumulators are synonymous with the start of worry-free mill operations.
Technical Specifications
| Item # | Outer Diameter (OD) Min. | Outer Diameter (OD) Max. | Wall Thickness Min | Wall Thickness Max | Line Speed Max | Special Comments |
|---|---|---|---|---|---|---|
| 280/3.2 | 0.500 in | 3.500 in | 0.028 in | 0.134 in | 600 fpm | Turntable type with reverse loop |
| 280/4 | 0.500 in | 3.500 in | 0.040 in | 0.160 in | 400 fpm | Turntable type with reverse loop |
| 350/4 | 0.750 in | 4.250 in | 0.040 in | 0.160 in | 500 fpm | Rollertable type with conventional loop |
| 400/5 | 1.000 in | 5.000 in | 0.040 in | 0.200 in | 450 fpm | Rollertable type with conventional loop |
| 600/7 | 1.500 in | 7.500 in | 0.060 in | 0.280 in | 400 fpm | Rollertable type with conventional loop |
| 700/9.5 | 3.000 in | 8.625 in | 0.080 in | 0.375 in | 300 fpm | Rollertable type with conventional loop |
| 850/10 | 3.500 in | 10.750 in | 0.100 in | 0.400 in | 300 fpm | Rollertable type with conventional loop |
| 1100/16 | 4.500 in | 12.750 in | 0.120 in | 0.625 in | 250 fpm | Rollertable type with conventional loop; inner tower driven. |
| 1600/16 | 6.000 in | 16.000 in | 0.120 in | 0.625 in | 200 fpm | Rollertable type with conventional loop; inner tower driven. |
| 2000/16 | 8.625 in | 24.000 in | 0.188 in | 0.625 in | 150 fpm | Rollertable type with conventional loop; inner tower driven. |
| 2000/19 | 8.625 in | 24.000 in | 0.188 in | 0.750 in | 150 fpm | Rollertable type with conventional loop; inner tower driven. |